
 全景工厂
全景工厂

行业案例
CASE


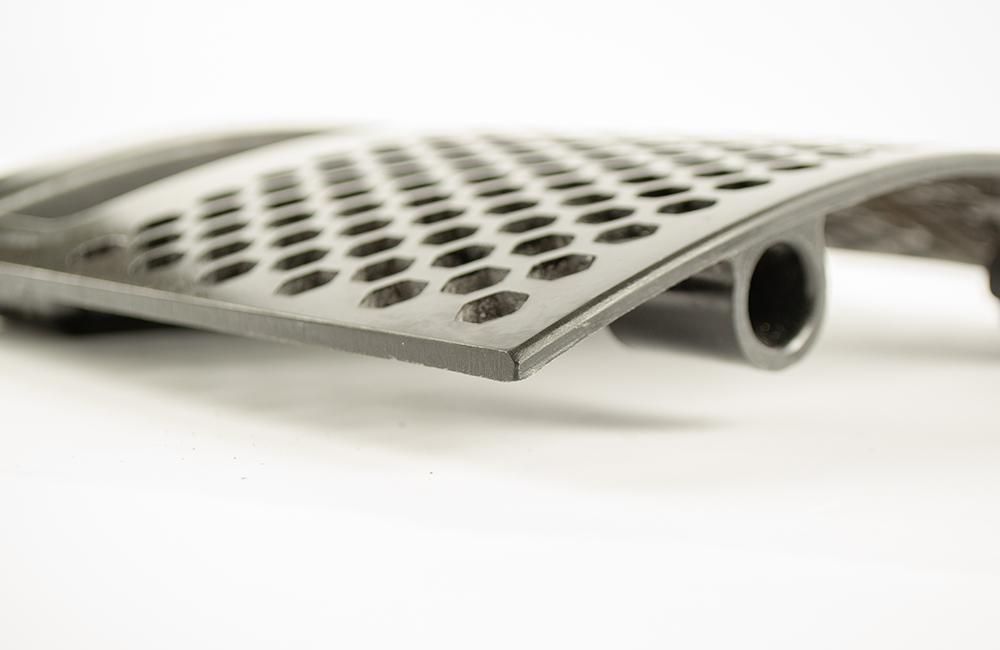
行业/分类:其他手板模型加工
加工方式: cnc加工 使用材料: 铝合金
最小精度: 0.05mm 生产周期: 2~7天
产品尺寸: 15cm*15cm*2cm
后处理: 喷油
案例介绍
CNC 加工散热孔手板零件是一种常见的精密制造工艺,以下是其详细介绍:
设计环节
三维模型构建:使用专业的 CAD 软件,如 SolidWorks、AutoCAD 等,根据产品的实际需求设计手板零件的三维模型,精确规划散热孔的位置、大小、形状和数量等细节。
生成加工代码:将设计好的三维模型导入 CAM 软件,如 Mastercam、Fusion 360 等,进行编程操作,生成 CNC 机床能够识别的 G 代码。这些代码将精确控制机床的刀具路径、切削速度、进给量等参数,以实现对散热孔的精确加工。
材料选择
金属材料:铝合金具有轻质、高强度和良好的散热性能,是加工散热孔手板零件的常用材料。不锈钢则具有较高的强度和耐腐蚀性,适用于对零件强度和耐用性要求较高的场合。
塑料材料:ABS 塑料具有良好的机械性能和加工性能,成本较低,适用于一些对散热要求不是特别苛刻的手板零件。PC 塑料具有较高的强度和透明度,同时也具备一定的散热性能,可用于制作需要兼顾外观和散热功能的手板零件。
加工过程
机床选择与装夹:根据零件的材料、尺寸和复杂性选择合适的 CNC 机床,如 CNC 铣床、车床或多轴机床。将坯料固定在机床上,确保其稳定并准确对齐,避免在加工过程中发生位移或振动。

粗加工:使用较大的刀具和较高的进给速度,快速去除多余的材料,接近零件的最终形状,但为后续的精加工预留一定的余量。
精加工:更换较小的刀具,以较低的进给速度和更高的精度进行精细切削,确保散热孔的尺寸精度和表面质量符合设计要求。
钻孔加工:对于散热孔的加工,通常采用钻孔工艺。根据散热孔的直径和深度选择合适的钻头,并设置合理的钻孔参数,如转速、进给量等。在钻孔过程中,要注意排屑和冷却,防止钻头过热和折断。
质量检测
尺寸精度检测:使用精密测量工具,如三坐标测量机(CMM)、卡尺、千分尺等,对散热孔的直径、位置、间距等尺寸进行测量,确保其误差在设计要求的公差范围内。
表面质量检查:通过目视检查或使用光学显微镜等设备,观察散热孔的表面是否有裂纹、毛刺、划伤等缺陷,表面粗糙度是否符合要求。
几何公差检测:检查散热孔的形状、位置度、垂直度等几何公差,确保其与设计模型一致,以保证零件的装配和使用性能。
后处理
去毛刺:采用手工去毛刺或使用专业的去毛刺设备,去除零件表面和散热孔边缘的毛刺,提高零件的外观质量和使用安全性。
清洗:使用清洗液或超声波清洗设备,彻底清除零件表面的油污、切削液和切屑等杂质,保持零件表面的清洁 。
表面处理:根据零件的实际需求,可进行一些表面处理工艺,如阳极氧化、电镀、喷涂等,以提高零件的耐腐蚀性、耐磨性和美观度。

