
 全景工厂
全景工厂

行业案例
CASE

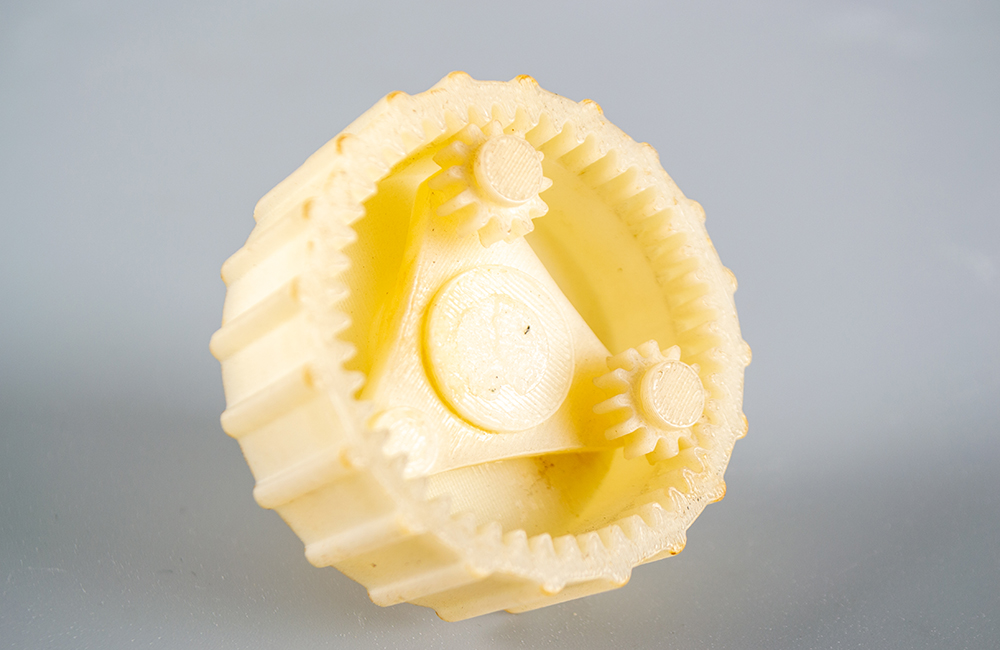
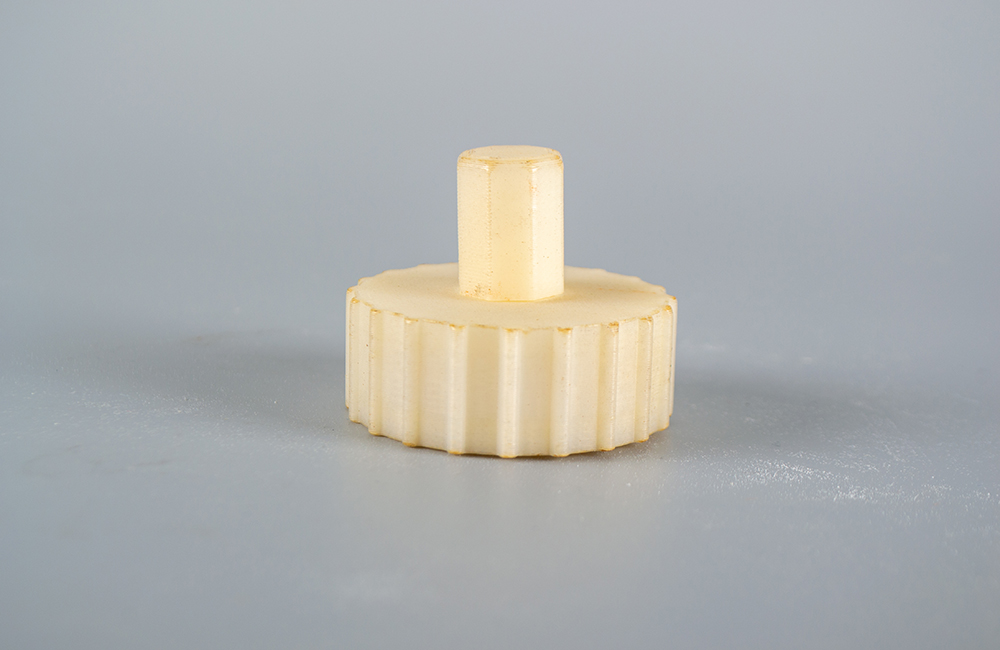
行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~7天
产品尺寸: 5cm*4cm*5cm
后处理: 喷油
案例介绍
一、准备阶段
设计模型
首先需要使用三维建模软件(如 SolidWorks、Pro/E、UG、Blender 等)来创建齿轮模型。在设计齿轮时,要精确地定义齿轮的参数,包括模数、齿数、压力角、齿宽等。例如,对于标准渐开线圆柱齿轮,模数决定了齿轮的尺寸和承载能力,齿数影响传动比,压力角一般为 20° 是较为常见的设计参数。
根据实际需求设计齿轮的形状和尺寸,比如如果是用于小型机械装置的传动齿轮,可能直径只有几厘米,而用于大型工业设备的齿轮直径可能达到数米。设计完成后,将模型文件保存为 3D 打印软件支持的格式,如 STL 格式,这种格式能够很好地描述三维模型的表面几何形状。
选择合适的 3D 打印材料
材料的选择取决于齿轮的用途。如果齿轮需要较高的强度和耐磨性,像尼龙(PA)材料是不错的选择。尼龙具有良好的机械性能,能够承受一定的载荷。
对于外观模型或者对精度要求极高的齿轮,可以使用光敏树脂材料。它能够打印出非常精细的细节,表面质量也比较高。另外,还有一些特殊的材料,如碳纤维增强材料,可以用于制造高性能的齿轮,提高其强度和刚度。
选择 3D 打印设备
根据所选材料和模型的尺寸、精度要求选择合适的 3D 打印机。例如,FDM(熔融沉积成型)打印机适合打印尼龙等热塑性材料,它的工作原理是通过加热喷头将丝状材料熔化后挤出,逐层堆积成型。
SLA(光固化成型)打印机则用于光敏树脂材料,它利用紫外光照射液态光敏树脂,使其逐层固化。SLA 打印机能够打印出更高精度的模型,但设备价格相对较高,且材料有一定的局限性。
二、打印阶段
设备参数设置
如果使用 FDM 打印机,需要设置打印温度、打印速度、层厚等参数。对于尼龙材料,打印温度一般在 240 – 260℃左右,打印速度可以根据模型的复杂程度和打印机的性能设置,通常在 30 – 60mm/s 之间。层厚一般选择 0.1 – 0.3mm,较小的层厚可以提高模型的精度,但打印时间会相应增加。
SLA 打印机需要设置曝光时间、层厚等参数。曝光时间通常在几秒到十几秒之间,层厚一般在 0.05 – 0.15mm 左右,具体参数要根据树脂材料的特性和打印机的要求来确定。
开始打印
将模型文件导入 3D 打印设备,确保打印机平台水平校准良好。对于 FDM 打印机,丝状材料要正确安装并顺利进料。打印过程中,要注意观察打印机的工作状态,确保材料正常挤出(FDM)或树脂正常固化(SLA)。如果出现打印中断的情况,要及时处理,例如对于 FDM 打印机可能是喷头堵塞或者材料用尽,需要清理喷头或者更换材料后继续打印。
三、后处理阶段
去除支撑结构(如果有)
在 3D 打印过程中,为了打印出复杂的形状,如带有内腔或悬臂结构的齿轮,可能会添加支撑结构。对于 FDM 打印的尼龙齿轮,支撑结构可以用工具(如钳子、镊子等)小心地去除。对于 SLA 打印的齿轮,支撑结构可以通过溶解的方式去除,有些光敏树脂专用的清洗液可以将支撑结构溶解掉,同时不损坏模型本身。

表面处理
可以对齿轮表面进行打磨处理,使表面更加光滑。对于 FDM 打印的齿轮,可以使用砂纸从粗到细逐步打磨,例如先用 100 目砂纸去除明显的层纹,然后用 400 目、800 目等更细的砂纸进一步细化表面。对于 SLA 打印的齿轮,还可以进行抛光处理,利用抛光膏等材料和专用工具使表面达到类似镜面的效果。
精度检查和调整
使用卡尺、千分尺等测量工具检查齿轮的关键尺寸,如齿厚、齿距、分度圆直径等,看是否符合设计要求。如果尺寸存在偏差,可以根据偏差情况进行适当的调整。例如,如果齿厚偏大,可以通过打磨齿面来减小尺寸;如果是 SLA 打印的齿轮,在软件设计阶段可以对模型进行微调后重新打印。

