
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 注塑加工 使用材料: 塑料
最小精度: 0.1mm 生产周期: 2~7天
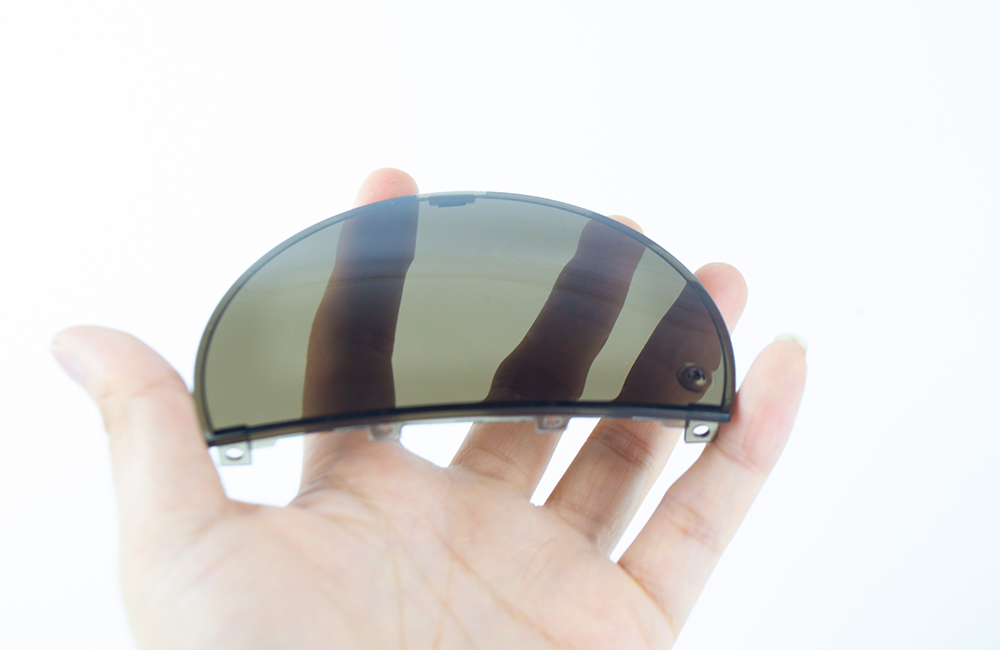
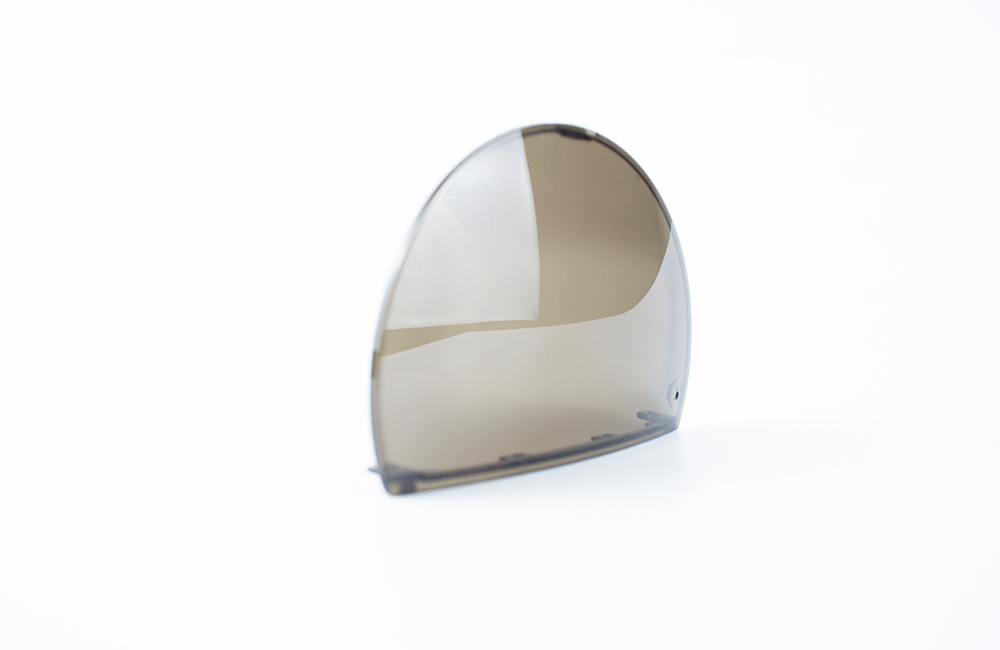
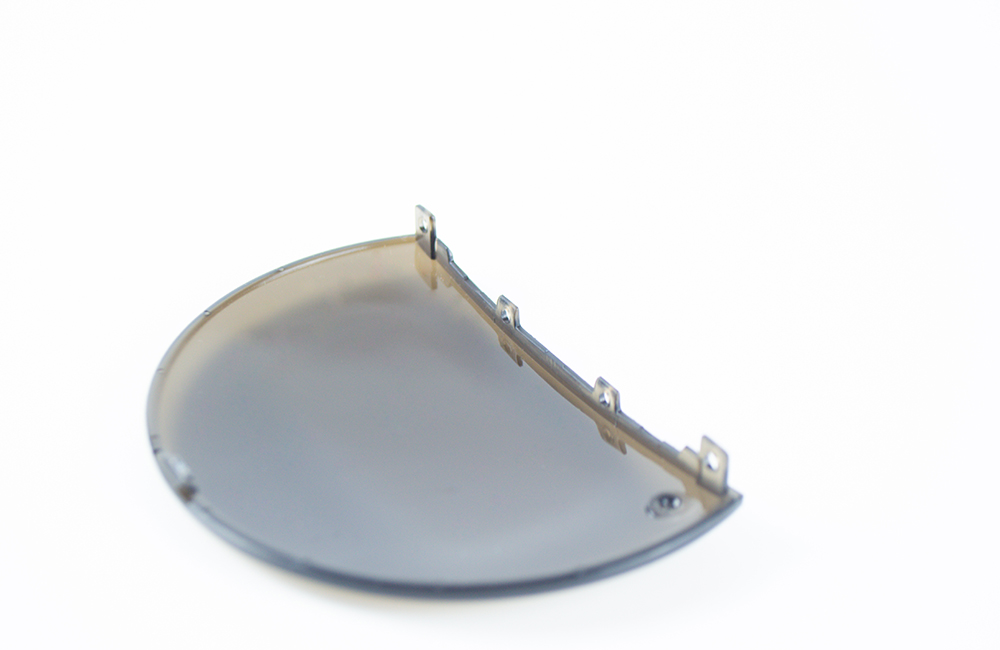
产品尺寸: 11cm*6cm*1cm
后处理: 打磨
案例介绍
以下是一些关于注塑加工半透明塑料手板模型的信息:
材料选择:
常用材料:注塑加工半透明塑料手板模型常用的材料有 PMMA(聚甲基丙烯酸甲酯,俗称有机玻璃或亚克力)、PC(聚碳酸酯)等。PMMA 具有高透明度、良好的光学性能和一定的耐热性;PC 则具有较高的强度和韧性,透明度也较好,但相对 PMMA 来说可能略逊一筹。
材料特性:这些材料在注塑过程中能够保持一定的透明度,并且具有较好的流动性,便于成型复杂的形状。不过,不同材料的性能特点和加工工艺有所不同,在选择时需要根据具体的产品要求和使用场景进行综合考虑。
模具设计:
结构设计:模具的结构对于手板模型的质量和透明度至关重要。需要考虑浇口的位置、流道的设计以及冷却系统等因素,以确保塑料在注塑过程中能够均匀填充模具型腔,减少气泡和应力的产生,从而提高手板模型的透明度和质量。
表面处理:模具的表面粗糙度会直接影响到手板模型的表面质量。为了获得高透明度的手板模型,模具表面需要进行抛光处理,以减少表面的瑕疵和划痕。
注塑工艺:
温度控制:注塑温度对材料的流动性和成型效果有很大影响。需要根据所选材料的特性,合理设置注塑机的温度参数,包括料筒温度、模具温度等,以确保塑料能够充分熔融并顺利填充模具型腔。
注射速度和压力:注射速度和压力的控制也是关键。适当的注射速度可以保证塑料的流动顺畅,避免产生喷射纹和气泡;而合适的压力可以确保塑料能够充满模具的各个角落,提高手板模型的密度和透明度。
冷却时间:冷却时间的长短会影响手板模型的尺寸稳定性和透明度。如果冷却时间过短,手板模型可能会因为收缩不均匀而产生变形或内部应力,从而影响其透明度;如果冷却时间过长,则会增加生产周期,降低效率。
后处理工艺:
去应力处理:由于注塑过程中可能会产生一定的内应力,导致手板模型出现开裂或变形等问题,因此需要进行去应力处理。可以通过退火、振动时效等方法来消除内应力,提高手板模型的稳定性和透明度。
抛光和打磨:为了进一步提高手板模型的表面质量,可以进行抛光和打磨处理。通过去除表面的瑕疵和划痕,使手板模型更加光滑、透明。
注意事项:
模具精度:模具的精度直接影响到手板模型的尺寸精度和表面质量,因此在制作模具时要严格控制模具的尺寸和形状精度。
材料干燥:一些塑料材料容易吸湿,在使用前需要进行干燥处理,以防止在注塑过程中产生气泡和银纹等缺陷。
操作规范:在注塑加工过程中,要严格按照操作规范进行操作,避免因操作不当而导致手板模型出现质量问题。

