
 全景工厂
全景工厂

行业案例
CASE


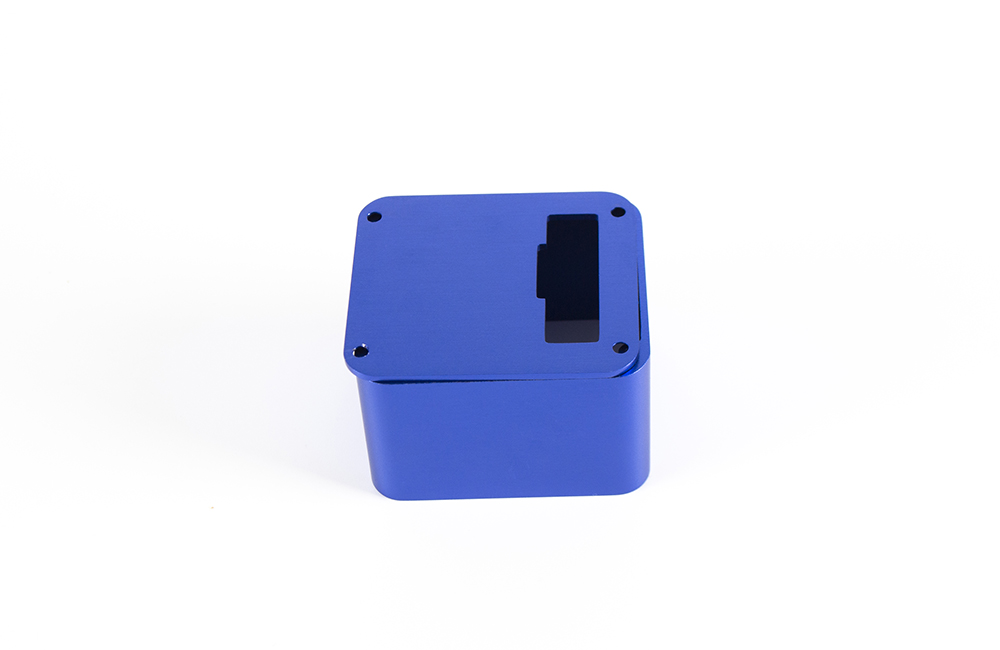
行业/分类:其他手板模型加工
加工方式: cnc加工 使用材料: 铝合金
最小精度: 0.05mm 生产周期: 2~7天
产品尺寸: 25cm*20cm*15cm
后处理: 打磨,喷油
案例介绍
CNC(计算机数控)加工金属盒子是一种精确、高效的制造方法。以下是关于 CNC 加工金属盒子的详细内容:
一、前期准备
设计图纸
首先需要有金属盒子的详细设计图纸。这个图纸应包括盒子的外形尺寸(长、宽、高)、壁厚、开口位置和大小、内部结构(如是否有隔板等)。图纸可以使用 CAD(计算机辅助设计)软件来绘制,常见的 CAD 软件有 AutoCAD、SolidWorks 等。
例如,要制作一个简单的长方体金属储物盒,图纸上需要标注其长为 200mm、宽为 100mm、高为 50mm,壁厚为 3mm,顶部开口尺寸与盒子顶部外形尺寸相同。
材料选择
根据金属盒子的用途和性能要求选择合适的金属材料。常见的有铝合金、不锈钢、碳钢等。
铝合金材料如 6061 铝合金,密度小、强度较高,具有良好的耐腐蚀性,适合制作一些对重量有要求的盒子,如电子设备外壳。不锈钢(如 304 不锈钢)具有优异的耐腐蚀性,常用于制作食品加工行业或户外使用的金属盒子。碳钢价格相对较低,强度高,但容易生锈,若用于制作金属盒子可能需要进行表面处理来提高其耐腐蚀性。
刀具选择
根据材料和加工工艺选择合适的刀具。对于金属加工,常用的刀具有铣刀、钻头等。
例如,在铣削铝合金盒子的外形时,可以使用高速钢铣刀,它具有较好的切削性能和耐磨性。如果要在盒子上钻孔,需要根据孔的大小选择合适直径的钻头。
二、CNC 加工过程
编程
根据设计图纸编写 CNC 加工代码。代码可以使用 G – 代码和 M – 代码编写。G – 代码主要用于控制刀具的运动轨迹,如直线插补(G01)、圆弧插补(G02、G03)等;M – 代码用于控制机床的辅助功能,如主轴的正反转(M03、M04)、冷却液的开和关(M08、M09)等。
例如,要铣削一个金属盒子的平面,编程时可以使用 G01 指令来控制刀具以直线方式进行切削,代码可能如下:
G90 G54;(设定绝对坐标编程和工件坐标系)
M03 S1000;(主轴正转,转速为1000r/min)
G00 X0 Y0 Z10;(快速定位到起始点上方10mm处)
G01 Z - 3 F100;(以100mm/min的进给速度下刀3mm)
G01 X100 Y0;(直线切削到X = 100,Y = 0的位置)
G01 X100 Y100;(继续直线切削)
G01 X0 Y100;
G01 X0 Y0;
G00 Z10;(抬刀)
M05;(主轴停止)
加工操作
铣削外形:将金属材料固定在 CNC 加工中心的工作台上,通过数控程序控制铣刀按照预定的轨迹对材料进行铣削,以得到盒子的外形。在加工过程中,需要注意切削参数的设置,如切削速度、进给速度和切削深度。切削速度太快可能会导致刀具磨损加剧,甚至损坏刀具;进给速度不当会影响加工表面质量;切削深度过深可能会引起振动,影响加工精度。
钻孔和攻丝(如果需要):如果金属盒子需要安装螺丝等连接件,就需要进行钻孔和攻丝操作。钻孔时要保证孔的位置精度和尺寸精度。攻丝则是在已钻好的孔内加工出内螺纹,以便安装螺丝。
内部结构加工:如果盒子内部有隔板等结构,同样需要使用铣刀等工具进行加工。这可能需要特殊的刀具和编程技巧,以确保内部结构的精度和质量。

三、后处理
表面处理
加工完成后的金属盒子可能需要进行表面处理来提高其外观质量和耐腐蚀性。常见的表面处理方法有阳极氧化(适用于铝合金)、电镀(如镀铬、镀锌)、喷漆等。
阳极氧化可以在铝合金表面形成一层致密的氧化膜,不仅可以提高耐腐蚀性,还可以增加表面硬度和耐磨性。电镀可以使金属盒子表面获得一层金属镀层,如镀铬可以使表面光亮美观且具有较好的耐腐蚀性;镀锌主要是为了提高碳钢等材料的耐腐蚀性。喷漆可以根据需要选择不同颜色的漆,以满足美观和防护的要求。
质量检测
对加工完成的金属盒子进行质量检测。检测内容包括尺寸精度(使用卡尺、千分尺等工具测量盒子的长、宽、高、壁厚等尺寸是否符合设计要求)、形状精度(检查盒子的平面度、垂直度等)、表面质量(检查表面是否有划痕、裂纹等缺陷)。
例如,使用三坐标测量仪可以精确地测量金属盒子各个部位的三维坐标,从而准确判断其尺寸和形状精度是否合格。

