
 全景工厂
全景工厂

行业案例
CASE


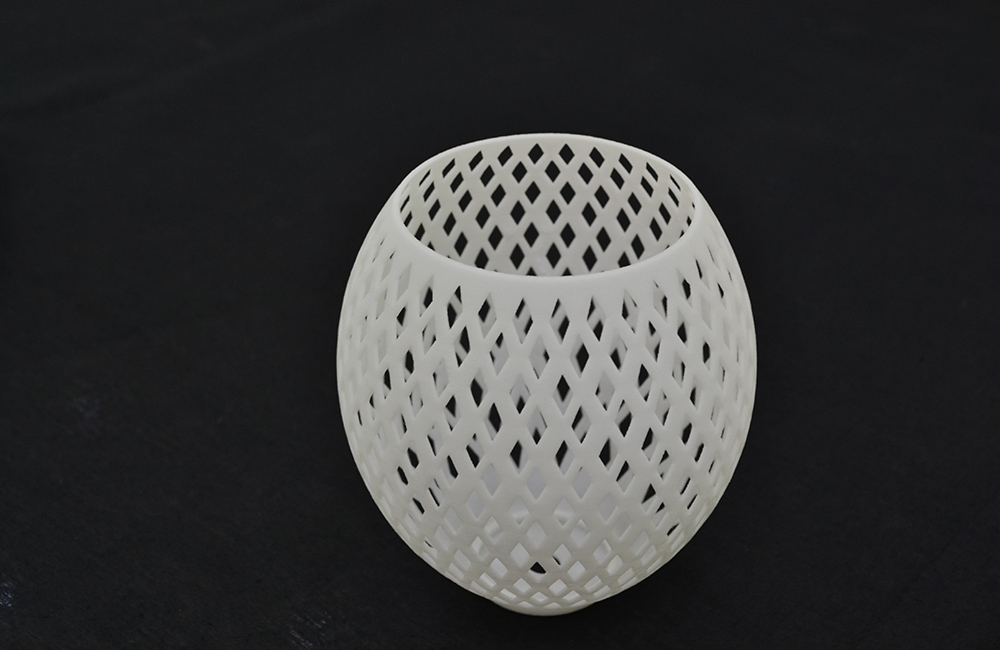
行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~5天
产品尺寸: 15cm*15cm*18cm
后处理: 喷油
案例介绍
SLA 打印镂空花篮手板模型主要有以下步骤:
设计模型:使用三维建模软件(如 SolidWorks、3ds Max、Maya 等)创建镂空花篮的三维模型。确保模型的细节和尺寸准确无误,并且设计时要考虑到 SLA 打印的工艺限制,比如最小壁厚、最小细节尺寸等。另外,要将模型保存为 SLA 打印机可识别的文件格式,通常为.STL 格式。
选择 SLA 打印机和材料:根据模型的要求和预算,选择合适的 SLA 打印机。不同的打印机可能在打印精度、速度、尺寸等方面有所差异。同时,选择适合的光敏树脂材料,光敏树脂的种类很多,有不同的性能特点,如硬度、韧性、透明度等,对于镂空花篮手板模型,如果需要较高的透明度,可以选择相应的透明树脂材料。
模型切片:将.STL 格式的模型文件导入到 SLA 打印机配套的切片软件中。切片软件会将模型切成一系列的薄层,并生成相应的打印路径和参数设置,如打印层厚、曝光时间等。在切片时,需要根据模型的复杂程度和打印质量要求来合理设置这些参数,一般来说,层厚越小,打印精度越高,但打印时间也会相应增加。
打印前准备:
将选择好的光敏树脂材料装入 SLA 打印机的树脂槽中。
检查打印机的光路系统,确保激光或紫外线光源能够正常工作,并且光路没有被遮挡或污染。
将打印平台调整到合适的高度,并进行水平校准,以保证模型能够在打印平台上正确附着和成型。
开始打印:在完成上述准备工作后,启动 SLA 打印机,开始打印镂空花篮手板模型。打印过程中,打印机的激光或紫外线光源会根据切片软件生成的路径,逐层固化树脂材料,形成模型的每一个薄层。由于是镂空结构,可能需要添加一些支撑结构来保证打印过程中模型的稳定性,这些支撑结构会在打印完成后去除。
后处理:打印完成后,从打印机中取出镂空花篮手板模型,进行以下后处理步骤:
去除支撑结构:小心地将模型上的支撑结构去除,可以使用工具(如钳子、刀片等)进行切割和剥离,但要注意不要损坏模型本身。

清洗模型:将模型放入合适的清洗溶液(通常是酒精或专用的清洗液)中,清洗掉模型表面残留的未固化树脂。清洗过程可以使用超声波清洗器来提高清洗效果,确保模型表面干净整洁。
后固化处理:为了提高模型的强度和稳定性,可以将清洗后的模型放入紫外线固化箱中进行后固化处理,进一步固化模型内部的树脂。后固化的时间和强度根据树脂材料的特性来确定。
打磨和抛光(可选):如果对模型的表面质量有更高的要求,可以进行打磨和抛光处理,使用砂纸、研磨膏等工具,逐步提高模型表面的光滑度和光泽度,使其更加接近最终产品的外观效果。

