
 全景工厂
全景工厂

行业案例
CASE

行业/分类:其他手板模型加工
加工方式: 3D打印 使用材料: 树脂
最小精度: 0.1mm 生产周期: 2~5天
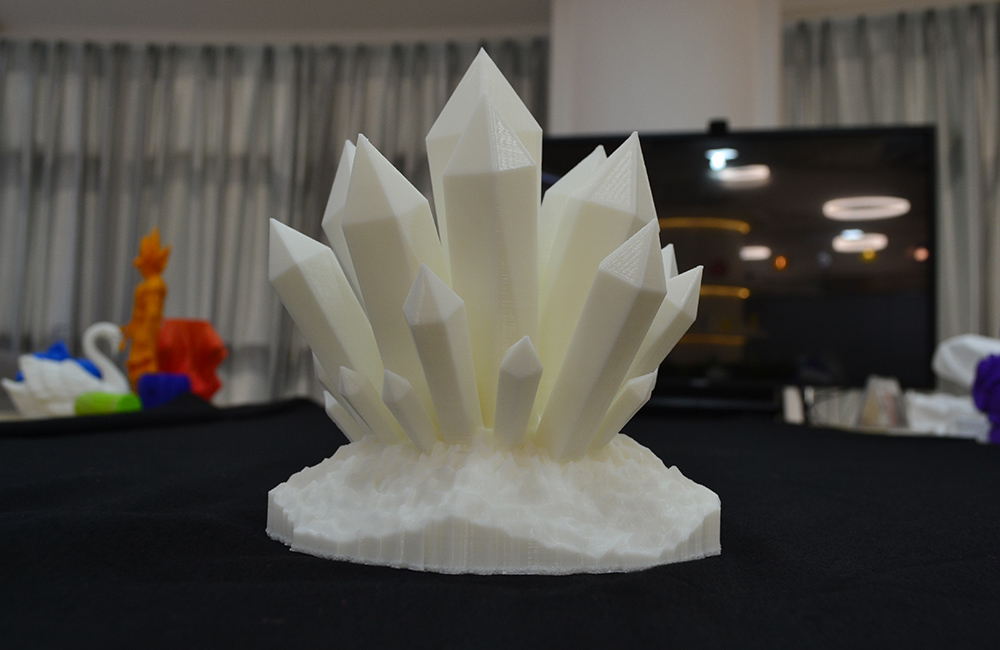
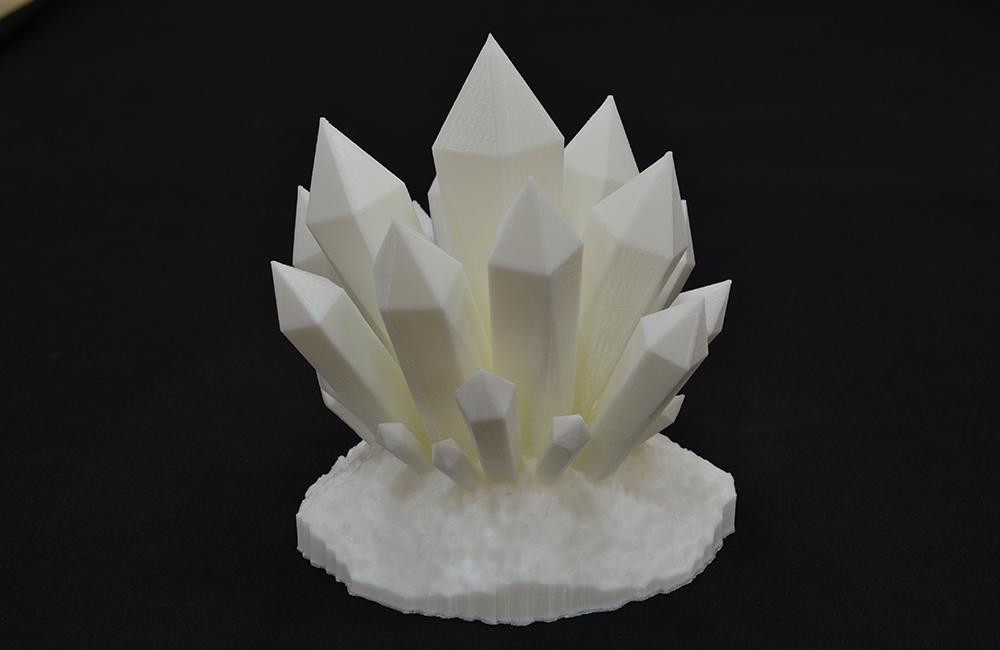
产品尺寸: 18cm*18cm*15cm
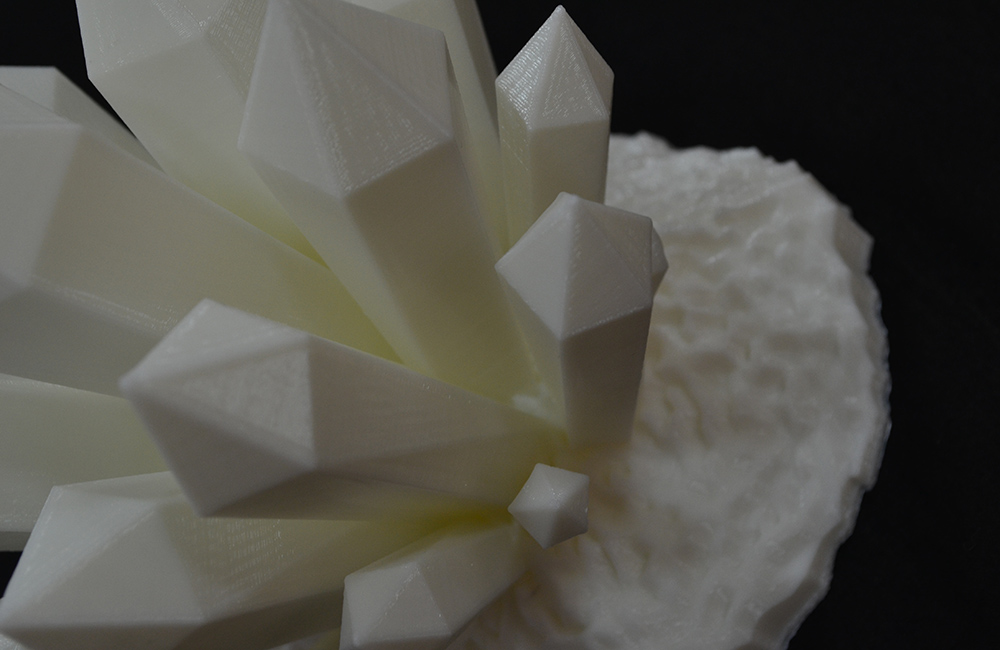
后处理: 打磨
案例介绍
FDM(熔融沉积成型)技术可以用于加工矿石手板模型,以下是一般的步骤和相关要点:
设计阶段
明确需求:确定矿石手板模型的具体要求,包括尺寸、形状、细节精度、颜色等。例如,如果是为了展示矿石的晶体结构,可能需要较高的精度来呈现细节;如果只是为了获得一个大致的外形,精度要求相对可以降低一些。
三维建模:使用专业的三维建模软件(如 SolidWorks、AutoCAD、3ds Max 等)创建矿石手板模型的数字模型。根据实际矿石的形状、纹理等特征进行建模,尽可能还原真实的矿石外观。对于复杂的矿石结构或纹理,可以参考相关的矿石图片、资料或使用扫描设备获取数据来辅助建模。
打印准备阶段
选择材料:FDM 常用的材料有 ABS、PLA 等。对于矿石手板模型,需要考虑材料的颜色、硬度、强度和质感等是否符合要求。比如,选择颜色接近矿石本身颜色的材料可以减少后续的上色工序;如果需要模型具有一定的强度来承受一些轻微的外力,可以选择强度较高的材料。此外,还可以考虑使用一些特殊的材料,如具有类似石头质感的线材,但这类材料可能价格较高或不太常见。
切片处理:将设计好的三维模型导入到切片软件中(如 Cura、Simplify3D 等)进行切片处理。设置合适的切片参数,如层厚、填充密度、打印速度、温度等。较薄的层厚可以提高模型的表面精度,但会增加打印时间;较高的填充密度可以使模型更加坚固,但也会增加材料消耗和打印时间。打印速度和温度则需要根据材料的特性进行调整,以确保材料能够顺利挤出且成型效果良好。例如,对于 ABS 材料,打印温度一般在 210℃-230℃之间,打印速度可以根据模型的复杂程度和精度要求在 30-60mm/s 之间选择;对于 PLA 材料,打印温度通常在 180℃-210℃之间,打印速度可适当提高到 60-90mm/s。另外,还需要根据模型的结构设置合适的支撑类型和参数,对于矿石手板模型,如果有一些悬挑、悬空的部分,可能需要添加支撑结构来保证打印过程的顺利进行。
打印阶段
3D 打印设备调试:将选择好的材料装入 3D 打印设备,并根据切片软件生成的参数设置对设备进行调试,包括检查喷头是否堵塞、温度是否准确、平台是否水平等。确保设备的状态良好后,开始预热材料。
开始打印:启动 3D 打印设备,设备会按照切片软件生成的路径逐层打印,将材料堆积形成矿石手板模型的各个部分。在打印过程中,需要密切关注设备的运行状态,观察材料的挤出情况、模型的成型情况以及是否有异常情况发生,如材料堆积、变形、移位等。如果出现问题,需要及时暂停打印,排除问题后再继续打印。打印时间会根据模型的大小、复杂程度和打印参数的设置而有所不同,可能从几个小时到几十个小时不等。
后处理阶段
去除支撑结构:如果在打印过程中使用了支撑结构,打印完成后需要将支撑结构小心地去除。可以使用工具(如钳子、刀具等)沿着支撑结构与模型的连接处进行切割或剥离,但要注意避免对模型造成损伤。对于一些难以去除的支撑结构,可以使用一些辅助工具,如热风枪,将支撑结构加热使其变软后再进行去除。
表面处理:对打印件的表面进行处理,以提高表面质量和外观。由于 FDM 打印的模型表面可能会有一些层纹,对于矿石手板模型,可以进行打磨处理。先使用较粗的砂纸(如 80 目 – 120 目)初步打磨,去除明显的层纹和瑕疵,然后逐渐换用较细的砂纸(如 200 目 – 400 目)进行精细打磨,使表面更加光滑。如果需要进一步提高表面光泽度,可以使用抛光膏进行抛光处理。此外,如果模型的颜色与矿石本身的颜色相差较大,还可以进行上色处理,使用喷枪或画笔等工具涂上合适的颜料,以达到更逼真的效果。
细节处理:根据矿石手板模型的需求,可能需要添加一些细节,如雕刻纹理、标记符号等。可以使用雕刻工具或小型电动工具在模型表面进行雕刻,或者使用贴纸、涂料等添加标记和装饰。
在整个 FDM 加工矿石手板模型的过程中,需要注意以下几点:
模型设计时要考虑 FDM 技术的特点和限制,避免设计过于复杂或难以打印的结构。
选择合适的材料和参数,以确保模型的质量和性能。
打印过程中要保持设备的稳定和环境的适宜,避免温度、湿度等因素对打印效果产生影响。
后处理过程中要小心操作,避免对模型造成损坏或影响其外观。

